





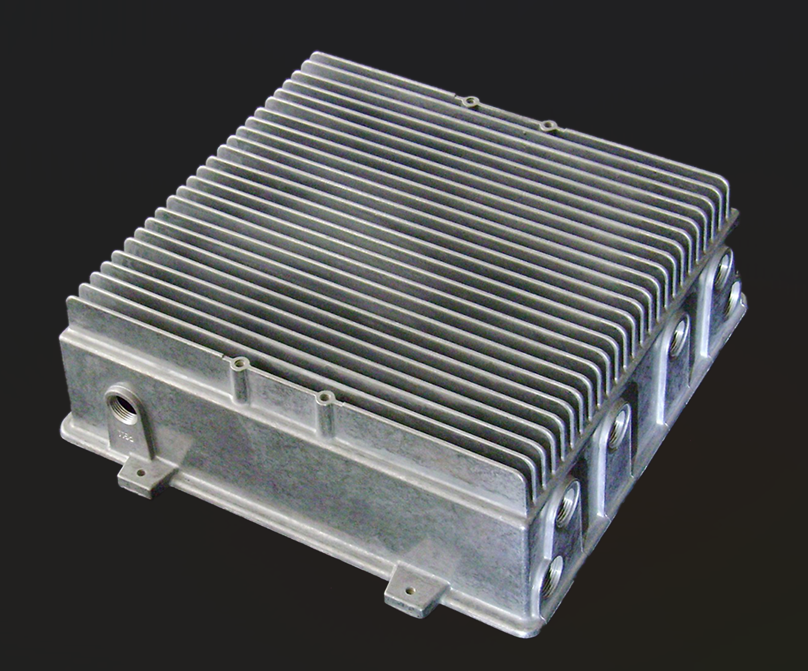
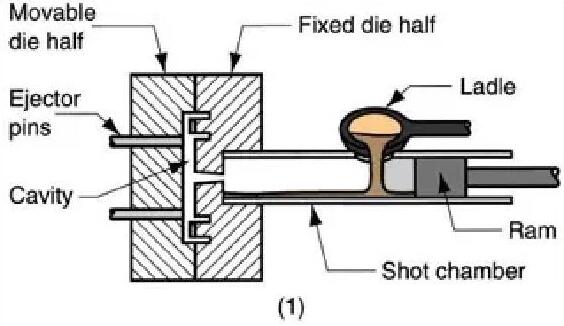
KINGRUN को डाइकास्ट हीटसिङ्कले कोल्ड-चेम्बर डाइ कास्टिङ प्रक्रिया प्रयोग गर्दछ जुन डाइलाई खुवाउन पग्लिएको धातुको पोखरीमा निर्भर गर्दछ। वायमेटिक वा हाइड्रोलिक पावर भएको पिस्टनले पग्लिएको धातुलाई डाइमा बल पुर्याउँछ।KINGRUN डाइकास्ट हीटसिङ्कहरूमुख्यतया एल्युमिनियममा आधारित मिश्र धातुहरू A356, A380, ADC14 प्रयोग गरेर निर्माण गरिन्छ)।
डाइकास्ट हीटसिङ्क निर्माण गर्ने प्रक्रियामा, डाइ कास्टिङ प्रक्रियामा डाइको दुई भाग आवश्यक पर्दछ। एउटा आधालाई "कभर डाइ हाफ" भनिन्छ र अर्कोलाई "इजेक्टर डाइ हाफ" भनिन्छ। दुई डाइ हाफहरू मिल्ने भागमा विभाजन रेखा सिर्जना गरिन्छ। डाइ यसरी डिजाइन गरिएको छ कि समाप्त कास्टिङ डाइको कभर आधाबाट स्लाइड हुनेछ र डाइ खोल्दा इजेक्टर हाफमा रहनेछ। इजेक्टर हाफमा इजेक्टर पिनहरू हुन्छन् जसले इजेक्टर डाइ हाफबाट कास्टिङलाई बाहिर धकेल्छ। कास्टिङलाई क्षति हुनबाट रोक्नको लागि, इजेक्टर पिन प्लेटले इजेक्टर डाइबाट सबै पिनहरूलाई एकै समयमा र उही बलले बाहिर निकाल्छ। अर्को शटको लागि तयारी गर्न इजेक्टर पिन प्लेटले कास्टिङलाई बाहिर निकालेपछि पिनहरूलाई पनि फिर्ता लिन्छ।
हीटसिङ्क अनुप्रयोग क्षेत्र
उच्च दबावको डाइकास्ट हीटसिङ्कहरू उच्च भोल्युम अनुप्रयोगहरूको लागि लागत-प्रभावी विकल्प हुन् जुन वजन-संवेदनशील हुन्छन् र उच्च कस्मेटिक सतह गुणस्तर वा जटिल ज्यामितिहरू आवश्यक पर्दछ अन्यथा वैकल्पिक हिटसिङ्क उत्पादन विधिहरूमा प्राप्त गर्न सकिँदैन। डाइकास्ट हीट सिङ्कहरू लगभग नेट आकारमा उत्पादन गरिन्छ, थोरै वा कुनै अतिरिक्त एसेम्बली वा मेसिनिंग आवश्यक पर्दैन, र जटिलतामा दायरा हुन सक्छ। डाइकास्ट हीट सिङ्कहरू लोकप्रिय छन्अटोमोटिभर५जी दूरसञ्चारतिनीहरूको अद्वितीय आकार र तौल आवश्यकताहरू साथै उच्च मात्रामा उत्पादन आवश्यकताहरूको कारणले गर्दा बजारमा।
डायकास्ट हीटसिङ्क कास्टिङ प्रक्रिया
KINGRUN को डाइ कास्टिङ प्रक्रियाका विशिष्ट चरणहरू निम्न छन्:
• डाइ मोल्ड/मोल्ड सिर्जना गर्नुहोस्
• डाईलाई लुब्रिकेट गर्नुहोस्
• पग्लिएको धातुले डाई भर्नुहोस्
• कभरको आधा भागबाट बाहिर निकाल्ने
• इजेक्टर डाइ हाफबाट शेकआउट
• अतिरिक्त सामग्री काट्ने र त्यसपछि पिस्ने
• डाइकास्ट हिटसिङ्कलाई पाउडर कोट, पेन्ट वा एनोडाइज गर्नुहोस्
पोस्ट समय: जुन-१५-२०२३




